Minimum Tension Control In Rolling Mill
Https Library E Abb Com Public 4cb4384eb21fc2738525761f004fc27b 1618 20speed 20cascade 20vp Pdf
Understanding Rolling Process In Long Product Rolling Mill Ispatguru
Metallurgy Of Rolling Mill Rolls Ispatguru

Nsk 6800 Bearings Nskbearing Nsk6800bearing Http Www Rollsbearing Com One Design Manufacturing The Originals

Hydraulic Power Pack For Coating Machine Power Pack Hydraulic Guide System
Modification Of Roll Flattening Analytical Model Based On The Plane Assumption Springerlink

Tolerance is the allowable difference in maximum minimum dimensions with respect to nominal dimensions.
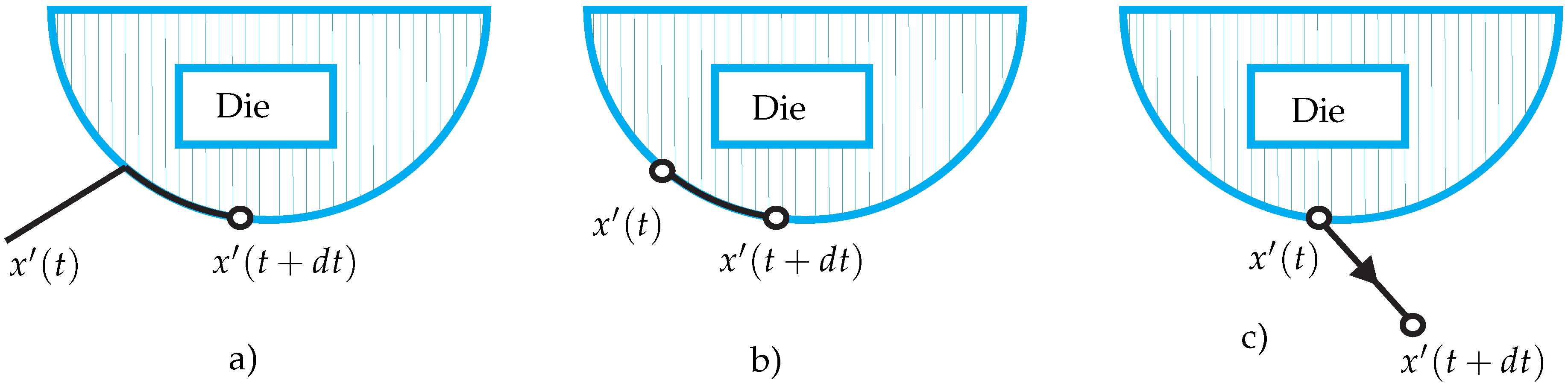
Minimum tension control in rolling mill. The aim of the tension control in the mill is to control the stands speed and to maintain the stable and low tension conditions. Rolling force decreases with the increase of interstand tension while the tension torque increases with the increase of back tension and decreases with the increase of front tension. Looper and tension control shown in fig. F t t r t m 3 where t r is the output torque of motor in tension free rolling.
The error of motor torque in the k th sample is as follows. No matter if you have one strand or two we have the solution for controlling your mill. Changing roll velocity stabilizes the interstand tension. Roundness is defined as the difference between maximum diameter and minimum diameter.
During production the loop and tension control automatically adjust the r factor ensuring minimum material stress between the stands. A non linear state space process model which represents the mill dynamics has been developed and a control scheme is proposed which incorporates an extended kalman filter for estimation of bar tension and optimal state feedback to provide appropriate control action. Control target of minimum tension control the definition is as follows. This parameter directly related to rolling fundamentals simplifies the setup and operator control.
Cobble grooves mill speed motor roll gap rolling mill rolls tension control yield. Interstand tension should be maintained at acceptable levels. Tension control is one of the most important process parameters in tandem cold mill tcm. T m is the output torque of motor in minimum tension.
Rolling Mill And Its Technological Equipments Ispatguru
Https Dl Asminternational Org Handbooks Chapter Pdf 190585 A0006422 Pdf

Fab Shrinker Stretcher For Sale Shop Tools Paper Shop Free Classifieds Fabrication Tools Metal Fabrication Metal Forming

Pdf A Journey To Optimal Rolling Mill Design From Provided Product Mix

Waterbury Farrel Zr22b 26 Rolling Mills Sendzimir Machine Hub

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gct2ilfw2vqix9ksqh6ehwynwxng48n9egkejq Usqp Cau

More Super Hard Products Co Ltd In 2020 Resin Bond Hard Brazing
Metals Free Full Text Numerical Modeling Rolling Contact Problem And Elasticity Deformation Of Rolling Die Under Hot Milling Html
Http Www Ajer Org Papers V6 09 Za0609216225 Pdf

Finishing Mill An Overview Sciencedirect Topics

Pdf Mathematical Model Based Optimization Of Mill Set Up In A Tandem Cold Rolling Mill
Https Eudl Eu Pdf 10 4108 Eai 20 1 2018 2281878

Lawn Mower Repair Lawn Mower Repair Lawn Mower Maintenance Lawn Mower
Pdf Material Tracking With Dynamic Torque Adaptation For Tension Control In Wire Rod Mill

Rolling Mill An Overview Sciencedirect Topics

Image Result For Honda Gcv160 Carburetor Linkage Diagram Engine Repair Small Engine Carburetor
Pdf On The Optimization Procedure Of Rolling Mill Design A Combined Application Of Rolling Models
Rolling Process

Pdf Development Of Pass Schedule Software Using A Slip And Stick Non Circular Arc Force Model
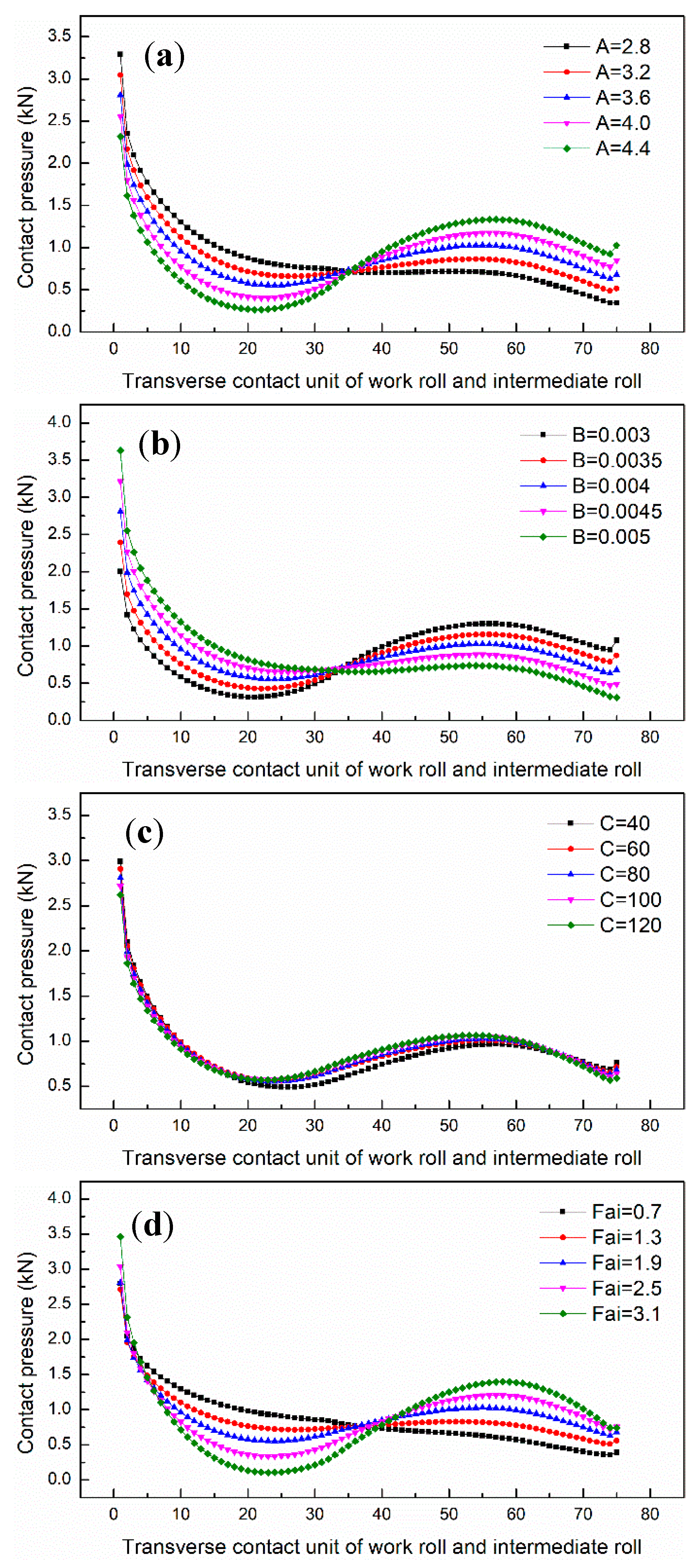
Metals Free Full Text Multi Objective Optimization Of Intermediate Roll Profile For A 6 High Cold Rolling Mill Html

Pdf Determination Of Optimal Work Roll Crown For A Hot Strip Mill
Steel Matting Outdoor Entrance Mats Flooring Indoor Door Mats Stainless Steel Doors Steel Doors
03 Rolling Of Metals

Preservation Of Cold Rolled Sheet By Means Of Temporary Protectives Ee Publishers

Roll Velocity An Overview Sciencedirect Topics

Jane On Instagram Hairloss Problem Rosemary To Stimulate Hairgrowth And Cedarwood To Essential Oils Rosemary Essential Oils For Hair Essential Oil Beauty
Pdf Study On Improving The Rolling And Its Allied Practices To Achieve High Productivity Quality Improved Techno Economic Factors And Equipment Reliability In Hot Rolling Mill Of Salem Steel Plant

Rolling Mill Research Papers Academia Edu
Https Worthingtonindustries Com Wi Media Products Steel Static Collateral Met 20class Combined En Final 2012 209 2019 20watermark Pdf

Pdf Chatter In Steel Rolling

Strip Thickness An Overview Sciencedirect Topics

Pdf Preset Model Of Bending Force For 6 High Reversing Cold Rolling Mill Based On Genetic Algorithm
Https Americansteel Com Wp Content Uploads 2016 06 60 Years Of Rolling Mills Pdf
Continuous Stainless Steel Lines Primetals Technologies

Cotidiano Fotografia Experimental Fotografia

Janome Mod 100q Quilting And Sewing Machine With Bonus Quilting Accessories 00181100dcq The Home Depot Sewing Machines Best Sewing Machine Computerized Sewing

Roll Forming Machine Duplex Roll Forming Machine Manufacturer From Rajkot

M0dvh Kygc8xwm

Aw Extra 2 13 14 Bandsaw Jigs Popular Woodworking Magazine Popular Woodworking Woodworking Magazine Bandsaw

100 0052 Metal Lathe Projects Machining Metal Projects Metal Working Projects

Hot Strip Mill An Overview Sciencedirect Topics
Rolling Of Steel In A Modern Long Product Rolling Mill Ispatguru

